Аксиально поршневой насос — является наиболее распространенным типом гидромашин. Основным отличием аксиально-поршневых насосов от аксиально-плунжерных являются поршни, которые используются в[…]
Read moreРубрика: Основы гидравлики
Основы гидравлики
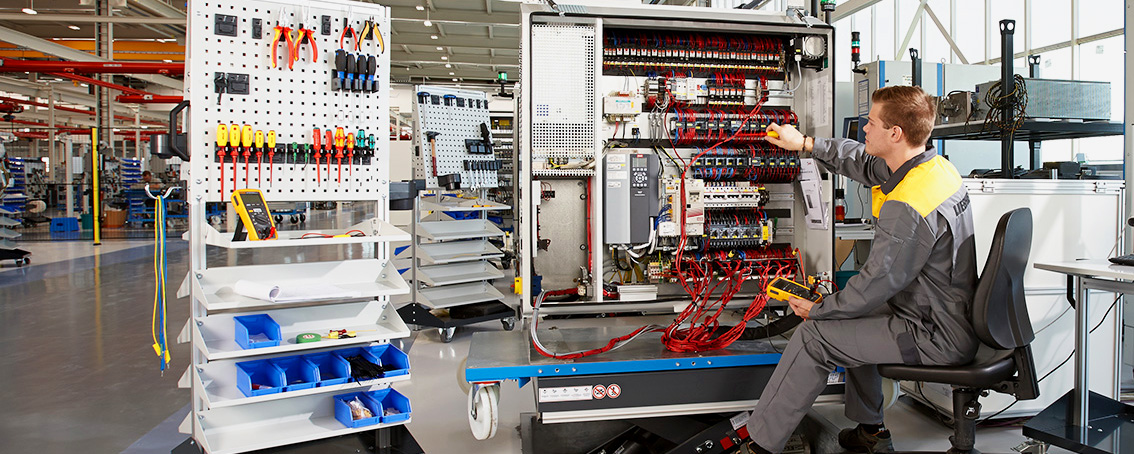
Сборка силовых шкафов
Силовые шкафы собираются по специальной документации. Сборка выполнятся на отечественном или зарубежном оборудовании. Каждый силовой шкаф и электрический щит проверяется[…]
Read more
Дизайн интерьера спальни
Дизайн окна, несомненно, должен соответствовать общему облику комнаты или дома. И чем ярче и выразительнее архитектурное решение, тем больше условий,[…]
Read more
Гаражные ворота и их разновидности
Как известно, гараж – это универсальное строение. Чаще всего гаражи используют только по конкретному назначению – в них содержатся автомобили.[…]
Read more
Особенности и достоинства домов из газобетона
На сегодняшний день весьма популярно строительство загородного жилья из газобетонных блоков. Такой материал обладает многочисленными положительными характеристиками. Проекты домов могут быть разнообразными,[…]
Read more